MIL-DTL-917F(SH)
Procedure 2:
a.
Prior to storage out-of-doors:
(1) Apply corrosion protection in accordance with Grade 1 of MIL-PRF-16173.
b.
After storage out-of-doors:
(1) Remove corrosion protection with solvent.
(2) Complete fabricating operations and follow normal painting procedures as specified in 3.14.2.3.
3.14.3 Soldering. Only non-corrosive fluxes shall be used unless it can be shown that all corrosive products
have been satisfactorily removed or neutralized after soldering. Soldering materials and processes shall be in
accordance with J-STD-001. Soldered connections shall be of such character and quality that the bending between
the soldered items may be determined by visual examination. Excessive amounts of solder shall not be used.
Soldering alone shall not be depended upon for a satisfactory connection. Where wire and terminals are joined to be
soldered, the wire shall be hooked, wrapped around, or otherwise secured to the terminals, prior to soldering. Solder
for connection of electrical windings and parts shall be as specified in 3.14.3.1 and 3.14.3.2, respectively.
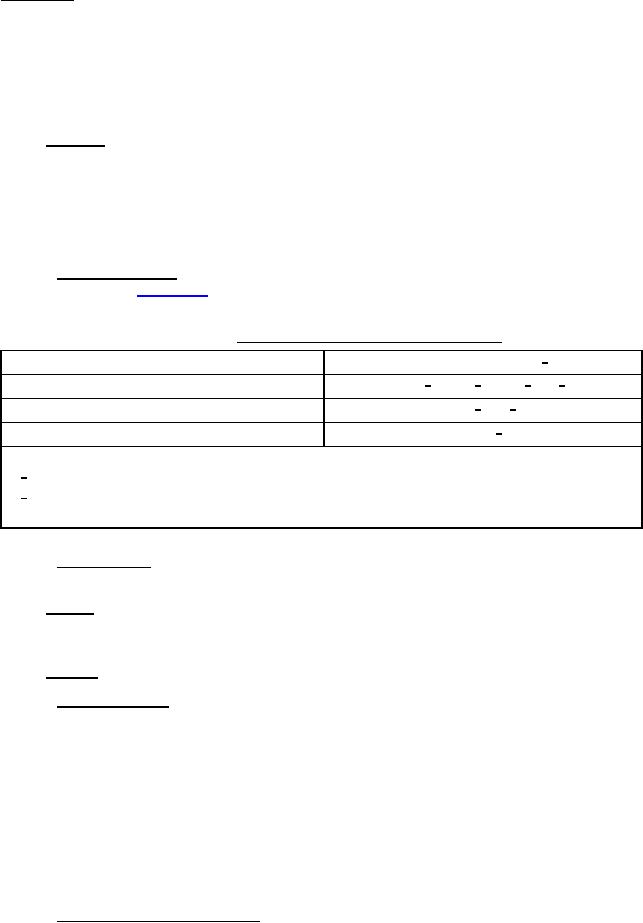
3.14.3.1 Solder for windings. Solder for connection of electrical windings shall be in accordance with one of
the compositions shown in table XXIII.
TABLE XXIII. Solder for connection of electrical windings.
Solder composition 1/
Windings
Sb5 1/, Sn60 1/, Sn63 1/, tin 2/
Class 105 or 130 insulation, stationary
Sb5 1/, tin 2/
Class 105 or 130 insulation, rotating
Sn10 1/
Class 155, 180, and 200
NOTES:
1/
Composition in accordance with J-STD-004, J-STD-005, and J-STD-006.
2/
Commercially pure tin. Use of tin solder shall be limited to equipment known to be intended for
installation in interior of ship.
3.14.3.2 Solder for parts. Solder for connections of electrical and electronic parts shall be composition Sn60 or
Sn63 of J-STD-004, J-STD-005, and J-STD-006.
3.14.4 Brazing. Brazing alloys for electrical connections shall be in accordance with S9086-CH-STM-010/074
or QQ-B-654. Brazed electrical connections shall not be used where disconnection and reconnection for
maintenance purposes is required.
3.14.5 Welding.
3.14.5.1 Structural welding. Structural welding and applied processes shall be in accordance with
S9074-AR-GIB-010/278 with the following exception. Welding practices in accordance with applicable American
Welding Society (AWS) specifications may be used for welding applications not referenced in
S9074-AR-GIB-010/278. Structural welding and allied processes of S9074-AR-GIB-010/278 will be supplemented
as follows:
a.
Spray metalizing of shafts will not be permitted.
b.
Efficiency of welded joints for motors and generators shall be as follows:
(1) Rotating parts Ł 100 percent.
(2) Stationary parts subject to stress Ł 80 to 100 percent.
(3) Stationary parts not subject to stress Ł as required to meet applicable impact shock requirements.
3.14.5.2 Welding of electrical connections. Welds and welding processes for electrical connections shall be in
accordance with MIS-PRF-53095.
62
For Parts Inquires submit RFQ to Parts Hangar, Inc.
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business